| Eddy Current Test | Principle Application Advantage Limitation | ||
| Principle | Back | ||
| Eddy current test involves the process of inducing small electrical currents into a conductive article and observing the interaction between the article and current. |  |
||
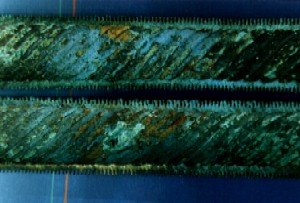 Corrosion Pitting inside Heat Exchanger Tube |
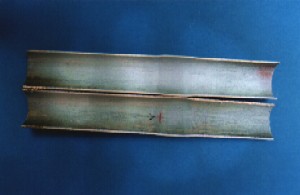 Crack inside Heat Exchanger Tube |
 |
|